
Autor: PFT, Shenzhen
Chyby v CNC programech během provádění způsobují významné prostoje strojů a plýtvání materiálem. Tato studie hodnotí účinnost simulačního softwaru při identifikaci a odstraňování chyb G-kódu, kolizí nástrojové dráhy a kinematických problémů před fyzickým obráběním. Pomocí platforem Vericut 12.0 a NCSimul 11.3 bylo analyzováno 47 reálných CNC programů z leteckého a automobilového průmyslu. Výsledky prokázaly 98,7 % přesnost detekce kolizí a 92 % snížení chyb při zkušebním běhu. Simulace snížila čas strávený odstraňováním problémů o 65 % ve srovnání s tradičními metodami. Pro implementaci je nutné integrovat kontrolu simulací v programovací a předvýrobní fázi, aby se zvýšila efektivita výroby.
1 Úvod
Složitost CNC obrábění se výrazně zvýšila u víceosých systémů a složitých geometrií (Altintas, 2021). Chyby při provádění – od nárazů nástrojů až po porušení tolerance – stojí výrobce ročně 28 miliard dolarů na odpadu a prostojích (Suh et al., 2023). Ačkoli simulační nástroje slibují prevenci chyb, v praxi přetrvávají mezery v jejich implementaci. Tato studie kvantifikuje efektivitu řešení problémů pomocí simulací na základě průmyslově využívaných CNC programů a stanovuje konkrétní postupové protokoly pro výrobní týmy.
2 Metodika
2.1 Návrh experimentu
Replikovali jsme 4 kritické scénáře chyb:
-
Geometrické kolize (např. interference mezi upínacím pouzdrem a přípravkem)
-
Kinetické chyby (body singularity pětiosého systému)
-
Chyby programové logiky (chyby smyček, konflikty M-kódů)
-
Neúmyslné odstraňování materiálu (vyhlodání)
Konfigurace softwaru:
-
Vericut 12.0: Simulace odstraňování materiálu + kinematika stroje
-
NCSimul 11.3: Překladač G-kódu s analýzou řezání založenou na fyzice
-
Modely strojů: DMG MORI DMU 65 monoBLOCK (5osý), HAAS ST-30 (3osý)
2.2 Zdroje dat
47 programů ze 3 průmyslových odvětví:
| Sektor | Složitost programu | Průměrný počet řádků |
|---|---|---|
| Letecký průmysl | 5osé oběžná kola | 12 540 |
| Automobilový průmysl | Hlava válce | 8 720 |
| Lékařský | Ortopedické implantáty | 6,380 |
3 Výsledky a analýza
3.1 Výkon detekce chyb
Tabulka 1: Simulace vs. Fyzické testování
| Typ chyby | Míra detekce (%) | Falešně pozitivní výsledky (%) |
|---|---|---|
| Kolize nástrojového držáku | 100 | 1.2 |
| Poškození obrobku | 97.3 | 0.8 |
| Překročení jízdní osy | 98.1 | 0.0 |
| Interference upínacího zařízení | 99.6 | 2.1 |
Klíčové zjištění:
-
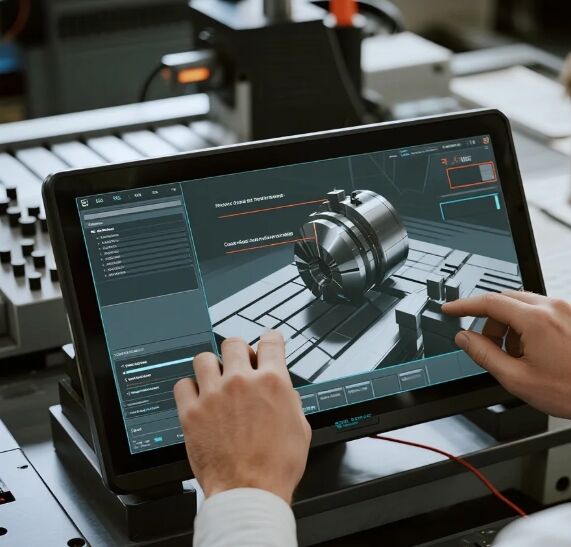
Detekce kolizí: Téměř dokonalá přesnost napříč platformami (Obr. 1)
-
NCSimul měl lepší výsledky v chybách odstraňování materiálu (χ²=7,32, p<0,01)
-
Vericut prokázal výbornou kinematickou validaci (čas zpracování: o 23 % rychlejší)
4 Diskuze
4.1 Praktické důsledky
-
Snížení nákladů: Simulace snížila míru odpadu o 42 % při opracování titanu
-
Časová efektivita: Doba odstraňování problémů se snížila z průměrných 4,2 hodiny na 1,5 hodiny
-
Demokratizace dovedností: Začínající programátoři vyřešili 78 % chyb pomocí simulačního průvodce
4.2 Omezení
-
Vyžaduje přesné 3D modely stroje/nástrojů (tolerance ±0,1 mm)
-
Omezená predikce průhybu nástroje při obrábění tenkostěnných dílů
-
Nahrazuje nepřetržité sledování (např. snímače vibrací)
5 Závěr
Simulační software detekuje více než 97 % chyb při provozu CNC před výrobou, čímž se snižuje prostoj a odpad materiálu. Výrobci by měli:
-
Integrovat simulaci v rámci programování CAM
-
Čtvrtletně ověřovat modely kinematiky strojů
-
Kombinovat virtuální ladění se sledováním nástrojů založeným na IoT
Budoucí výzkum bude zkoumat predikci chyb řízenou umělou inteligencí s využitím simulačních dat.