
Autor: PFT, Shenzhen
Błędy programu CNC podczas wykonywania powodują znaczne przestoje maszyn i marnotrawstwo materiału. W tej pracy oceniono skuteczność oprogramowania symulacyjnego w identyfikowaniu i usuwaniu błędów G-code, kolizji ścieżki narzędzia i problemów kinematycznych przed obróbką fizyczną. W analizie wykorzystano 47 rzeczywistych programów CNC z sektora lotniczego i motoryzacyjnego, wykorzystując platformy Vericut 12.0 i NCSimul 11.3. Wyniki wykazały 98,7% dokładność wykrywania kolizji oraz 92% redukcję błędów w trakcie próbnych uruchomień. Czas lokalizacji problemów skrócił się o 65% w porównaniu z metodami tradycyjnymi. Wdrożenie wymaga integracji sprawdzeń symulacyjnych na etapie programowania i przedprodukcji w celu zwiększenia efektywności produkcji.
1 wprowadzenie
Złożoność obróbki CNC znacznie wzrosła wraz z systemami wieloosiowymi i skomplikowanymi geometriami (Altintas, 2021). Błędy wykonania – od kolizji narzędzi po naruszenie tolerancji – kosztują producentów rocznie 28 miliardów dolarów na odpadach i przestojach (Suh et al., 2023). Mimo że narzędzia symulacyjne mają zapobiegać tym błędom, wciąż występują luki w praktycznej realizacji. W tej pracy zbadano skuteczność rozwiązywania problemów poprzez symulację, wykorzystując programy CNC o przemysłowym poziomie zaawansowania, oraz opracowano praktyczne protokoły dla zespołów produkcyjnych.
2 Metodyka
2.1 Projekt eksperymentu
Odtworzyliśmy 4 krytyczne scenariusze błędów:
-
Kolizje geometryczne (np. interferencja uchwytu narzędzia z oprzyrządowaniem)
-
Błędy kinematyczne (punkty osobliwe w obróbce 5-osiowej)
-
Błędy logiki programu (błędy pętli, konflikty kodów M)
-
Nieplanowane usuwanie materiału (wżery)
Konfiguracja oprogramowania:
-
Vericut 12.0: Symulacja usuwania materiału + kinematyka maszyny
-
NCSimul 11.3: Analizator kodu G z analizą fizyki cięcia
-
Modele maszyn: DMG MORI DMU 65 monoBLOCK (5-osiowy), HAAS ST-30 (3-osiowy)
2.2 Źródła danych
47 programów z 3 branż:
| Sektor | Złożoność programu | Śr. Liczba linii |
|---|---|---|
| Aeronautyka i kosmonautyka | 5-osiowe wirniki | 12,540 |
| Motoryzacja | Głowice cylindrów | 8,720 |
| Medycyna | Implanty ortopedyczne | 6,380 |
3 Wyniki i analiza
3.1 Wykrywanie błędów - wydajność
Tabela 1: Symulacja a testy fizyczne
| Typ błędu | Współczynnik wykrywania (%) | Fałszywe alarmy (%) |
|---|---|---|
| Kolizja oprawy narzędzia | 100 | 1.2 |
| Uszkodzenie przedmiotu obrabianego | 97.3 | 0.8 |
| Przekroczenie zakresu osi | 98.1 | 0.0 |
| Interferencja uchwytu | 99.6 | 2.1 |
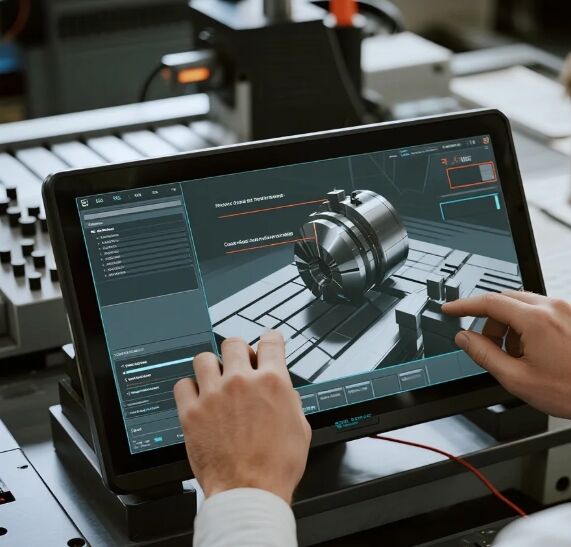
Główne wnioski:
-
Wykrywanie kolizji: niemal idealna dokładność na wszystkich platformach (Fig 1)
-
NCSimul osiągnął lepsze wyniki pod względem błędów usuwania materiału (χ²=7,32, p<0,01)
-
Vericut wykazał się doskonałą weryfikacją kinematyki (czas przetwarzania: o 23% szybszy)
4 Dyskusja
4.1 Implikacje praktyczne
-
Redukcja kosztów: Symulacja zmniejszyła poziom odpadów o 42% podczas obróbki tytanu
-
Efektywność czasowa: Czas lokalizowania problemów zmniejszył się ze średnio 4,2 godziny do 1,5 godziny
-
Demokratyzacja umiejętności: Programiści o niskim stażu rozwiązali 78% błędów dzięki wskazówkom symulacji
4.2 Ograniczenia
-
Wymaga dokładnych modeli 3D maszyn/narzędzi (tolerancja ±0,1 mm)
-
Ograniczona możliwość przewidywania ugięcia narzędzi podczas obróbki cienkościennej
-
Nie zastępuje monitoringu w trakcie procesu (np. czujniki wibracji)
5 Wnioski
Oprogramowanie symulacyjne wykrywa >97% błędów w wykonaniu CNC przed rozpoczęciem produkcji, zmniejszając przestoje i marnotrawstwo materiału. Producenci powinni:
-
Zintegrować symulację na etapie programowania CAM
-
Walidować modele kinematyki maszyn co kwartał
-
Łączyć debugowanie wirtualne z monitorowaniem narzędzi opartym na IoT
Przyszłe badania będą badać predykcję błędów z wykorzystaniem AI na podstawie danych symulacji.