
Författare: PFT, Shenzhen
CNC-programfel under exekvering orsakar betydande maskineller och materialspill. Denna studie utvärderar simuleringssörgens effektivitet i att identifiera och lösa G-kodfel, verktygsbana-kollisioner och kinematiska problem innan fysisk bearbetning. Genom att använda Vericut 12.0 och NCSimul 11.3 plattformar analyserades 47 verkliga CNC-program från flyg- och bilindustrin. Resultaten visar 98,7 % kollisionsdetekteringsprecision och 92 % minskning av felsökning under provkörning. Simulering minskade felsöknings tid med 65 % jämfört med traditionella metoder. Genomförande kräver integrering av simuleringstester i programmerings- och preproduktionssteg för att förbättra tillverkningseffektivitet.
1 inledning
CNC-bearbetningens komplexitet har ökat kraftigt med fleraxliga system och komplexa geometrier (Altintas, 2021). Exekveringsfel – från verktygs kollisioner till toleransöverträdelser – kostar tillverkare 28 miljarder USD årligen i spill och driftstopp (Suh et al., 2023). Även om simuleringsverktyg lovar felöverträdelser, kvarstår praktiska implementeringsluckor. Denna studie kvantifierar effektiviteten i simuleringsdriven felsökning genom att använda industriella CNC-program och etablerar genomförbara protokoll för produktionsteam.
2 Metodik
2.1 Experimentell design
Vi återupprepade 4 kritiska felscenarier:
-
Geometriska kollisioner (t.ex. verktygshållare-fixture-interferens)
-
Kinematiska fel (5-axliga singularitetspunkter)
-
Programlogikfel (loopfel, M-kodkonflikter)
-
Oavsiktlig materialborttagning (hackning)
Programvarukonfiguration:
-
Vericut 12.0: Simulering av materialborttagning + maskinens kinematik
-
NCSimul 11.3: G-kodtolk med analys av skärning baserad på fysik
-
Maskinmodeller: DMG MORI DMU 65 monoBLOCK (5-axlig), HAAS ST-30 (3-axlig)
2.2 Datakällor
47 program från 3 industrier:
| Sektor | Programkomplexitet | Genomsnittliga rader |
|---|---|---|
| Luftfart | 5-axliga impellrar | 12 540 |
| Bilindustrin | Cylindertoppar | 8 720 |
| Medicinsk | Ortopediska implantat | 6 380 |
3 Resultaten och analysen
3.1 Felupptäcktningsprestanda
Tabell 1: Simulering kontra fysisk testning
| Feltyp | Upptäcktningsfrekvens (%) | Falska positiva (%) |
|---|---|---|
| Verktygshållarkollision | 100 | 1.2 |
| Arbetsstycke repning | 97.3 | 0.8 |
| Axelöverhoppning | 98.1 | 0.0 |
| Fixturinterferens | 99.6 | 2.1 |
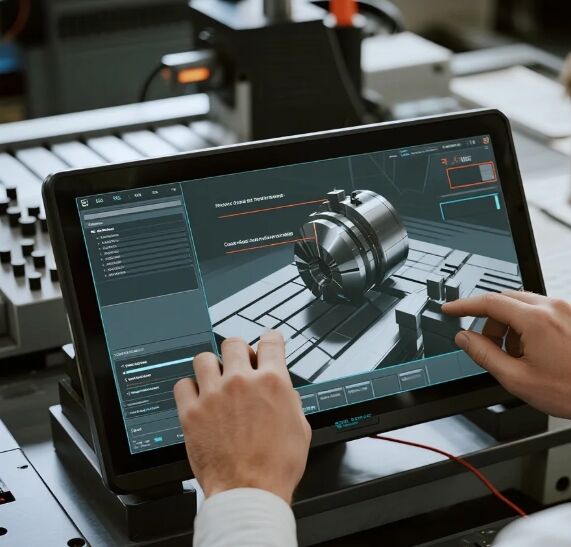
Viktigaste fynd:
-
Kollisionsdetektering: Nästan perfekt precision över alla plattformar (Fig 1)
-
NCSimul presterade bättre vad gäller materialborttagningsfel (χ²=7,32, p<0,01)
-
Vericut visade överlägsen kinematisk validering (bearbetningstid: 23 % snabbare)
4 Diskussion
4.1 Praktiska implikationer
-
Kostnadsminskning: Simulering minskade spillgraden med 42 % vid titanbearbetning
-
Tidseffektivitet: Felsökningsvaraktigheten minskade från i genomsnitt 4,2 timmar till 1,5 timmar
-
Demokratisering av färdigheter: Ungre programmerare löste 78 % av felen via simulationsstöd
4.2 Begränsningar
-
Kräver exakta 3D-modeller av maskin/verktyg (±0,1 mm tolerans)
-
Begränsad förutsägelse av verktygsböjning vid bearbetning av tunnväggiga komponenter
-
Kan inte ersätta övervakning under processen (t.ex. vibrationsgivare)
5 Slutsatser
Simuleringsprogram upptäcker >97 % av CNC-körningsfel innan produktion, vilket minskar driftstopp och materialspill. Tillverkare bör:
-
Integrera simulering i CAM-programmeringsstadiet
-
Verifiera maskinkinematikmodeller varje kvartal
-
Kombinera virtuell felsökning med IoT-baserad verktygsövervakning
Framtida forskning kommer att utforska AI-drivet felprediktion med hjälp av simuleringsdata.