

Nachrichten
-

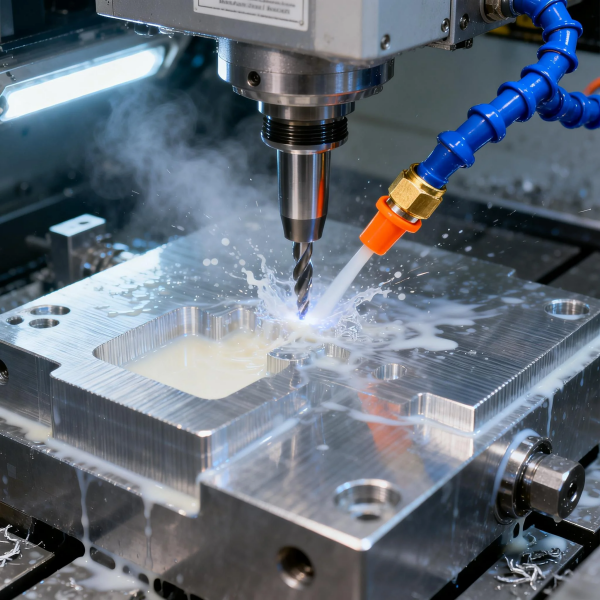
Umgang mit Schwankungen der Materialpreise: Sieben Strategien helfen Kunden, Kosten durch Optimierung der Lieferkette zu kontrollieren
Mit Beginn des Jahres 2026 haben sich die Materialpreise für Metalle weltweit stark schwankend entwickelt, und zahlreiche Kunden haben sich an uns gewandt, um bei der Kontrolle der Bearbeitungskosten Unterstützung zu erhalten. Als Hersteller haben wir uns darauf konzentriert, unsere Lieferkette zu optimieren, um den Kostendruck zu mindern. Unser Strate...
Apr. 15. 2026 -

Aktualisierung der Konformitätsanforderungen für die CNC-Bearbeitung medizinischer Geräte – 7 Swords schließt die jährliche ISO-13485-Audit ab
Als Zulieferer von Komponenten für medizinische Geräte steht Compliance an erster Stelle. Anfang dieses Monats haben wir erfolgreich die jährliche ISO-13485-Audit für unser Qualitätsmanagementsystem für Medizinprodukte abgeschlossen. Alle Projekte bestanden, und die Auditoren lobten unsere t...
Apr. 13. 2026 -

Stahl-CNC-Komponenten nutzen Chancen in der Lieferkette
Während sich die globale Fertigungsindustrie stetig erholt, intensivieren die Länder kontinuierlich ihre Bemühungen zur Eigensteuerung der industriellen Wertschöpfungskette, zur technologischen Innovation sowie zur Lokalisierung hochwertiger Ausrüstung. Insbesondere in den …
Apr. 01. 2026 -

Steigende Nachfrage nach CNC-Bearbeitung aus Aluminiumlegierungen im Zuge des Leichtbau-Trends bei neuen Energiefahrzeugen
Nach jahrelanger Tätigkeit in der CNC-Bearbeitungsbranche ist der zunehmende Bedarf an Leichtbau bei neuen Energiefahrzeugen (NEV) ein deutlich wahrnehmbarer Trend. Stand April 2026 entfällt bereits 42 % unserer Gesamtproduktion auf die CNC-Bearbeitung von Aluminiumlegierungen...
Apr. 09. 2026 -
Anstieg der weltweiten Nachfrage nach CNC-Bearbeitung für die Luft- und Raumfahrt im zweiten Quartal 2026: 7 Swords ergänzt seine Kapazitäten mit zwei neuen 5-Achsen-Maschinen
Als Zulieferer mit über 20 Jahren Erfahrung in der CNC-Bearbeitung habe ich kürzlich einen deutlichen Wandel bei den Branchentrends festgestellt. Zu Beginn des zweiten Quartals 2026 stiegen die Aufträge aus der Luft- und Raumfahrtindustrie für hochpräzise, komplexe Komponenten um 47 % im Vergleich …
Apr. 07. 2026 -

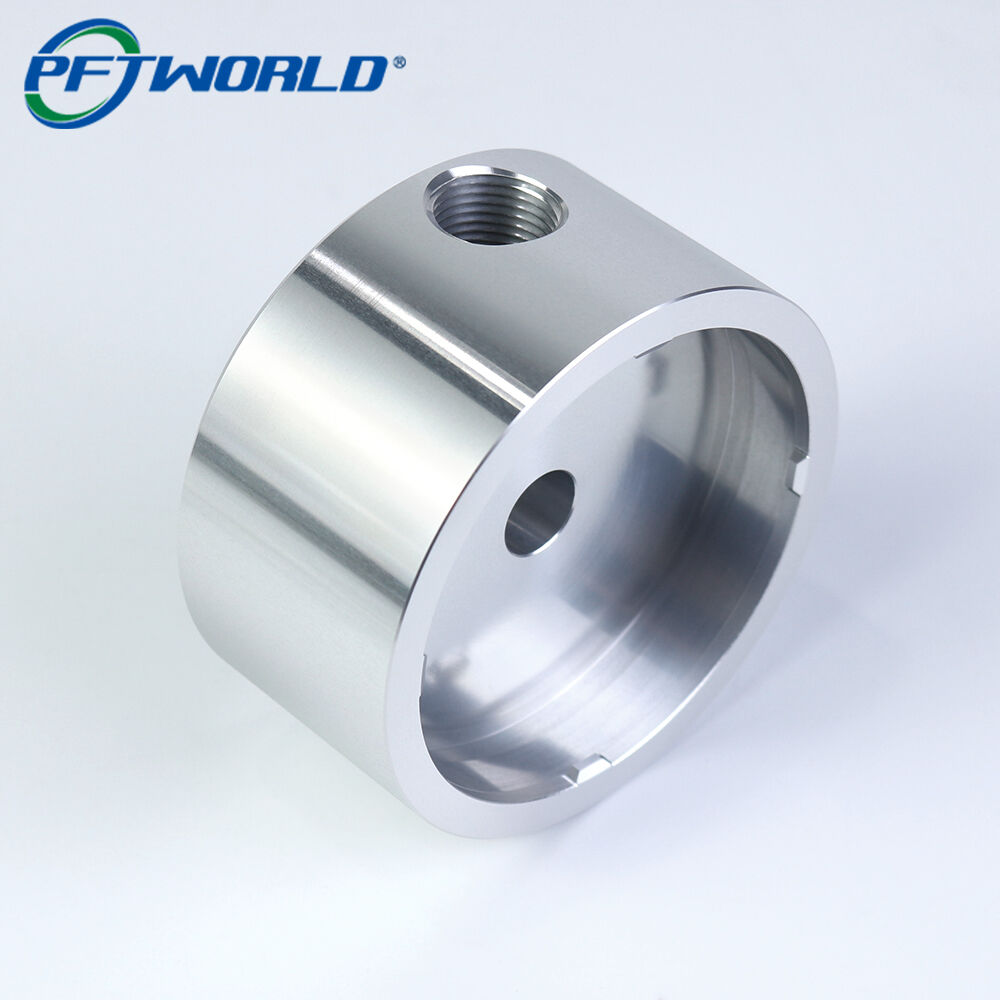
Hochpräzise, CNC-bearbeitete, mit Nabenverzahnung versehene Welle aus 40Cr-Stahl
Vor dem Hintergrund der raschen Erholung und intelligenten Transformation der globalen Fertigungsindustrie stehen hochleistungsfähige, CNC-bearbeitete Komponenten zunehmend im Fokus. Kürzlich hat die Neugestaltung globaler Lieferketten sowie die Beschleunigung der digitalen Wirtschaft...
Mar. 28. 2026 -
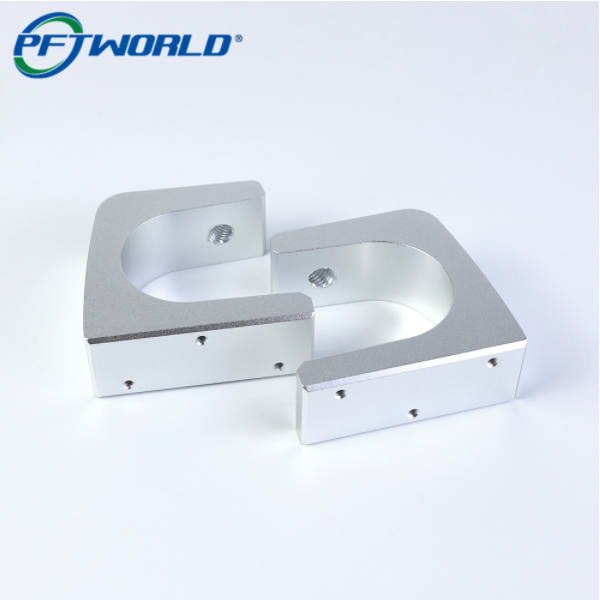
Präzisions-Aluminiumteile setzen Branchentrends
Die maßgeschneiderte Fertigung hochpräziser Aluminiumteile wird kontinuierlich weiterentwickelt und prägt den neuen Trend in der industriellen Fertigung. Da sich die globale Fertigung hin zu höherer Präzision, kleineren Losgrößen und kürzeren Lieferzeiten verlagert, haben CNC-bearbeitete Aluminiumteile...
Mar. 27. 2026 -

Präzise CNC-Stahlteile steigern Lieferketten
Mit der Beschleunigung der intelligenten und präzisen Entwicklung in der globalen Fertigung steigt die Nachfrage nach hochpräzisen Metallteilen kontinuierlich. Kürzlich haben neue Edelstahlteile im Bereich der CNC-Bearbeitung große Aufmerksamkeit von i... erregt.
Mar. 22. 2026 -
Stabile, präzise CNC-Aluminiumbearbeitung
Mit der fortlaufenden Anpassung der globalen Fertigungsstruktur erlebt der Bereich der präzisen CNC-Bearbeitung eine neue Welle der Nachfrageexplosion. Kürzlich hat im Kontext der in mehreren europäischen und...
Mar. 19. 2026 -

Schwarzer Kunststoff-Akkubehälter ermöglicht grüne Energie
Vor dem Hintergrund der rasanten Entwicklung der globalen New-Energy-Branche rücken leistungsstarke Lösungen für Batteriemanagement und -schutz zunehmend in den Fokus der Marktbeobachtung. Kürzlich wurde ein speziell für die… entwickelter schwarzer Akkubehälter aus Polycarbonat-Kunststoff vorgestellt.
Mar. 16. 2026 -

Präzise CNC-Technologie treibt Lieferketten der Industrie voran
Kürzlich stand die globale Fertigungsindustrie vor beispiellosen Herausforderungen – von Schwankungen bei den Rohstoffpreisen bis hin zu Störungen in den Lieferketten. Alle Branchen suchen nach effizienten und flexiblen Produktionslösungen. Vor diesem Hintergrund…
Mar. 15. 2026 -

CNC-Aluminiumteile beschleunigen die Modernisierung von Energietechnik
Während sich die Weltwirtschaft allmählich von den Auswirkungen der Pandemie erholt, verzeichnen die Bereiche Fertigung und Energietechnik eine neue Wachstumsphase. Kürzlich haben verschiedene Regierungen nacheinander Maßnahmen zur Förderung der Modernisierung … veröffentlicht.
Mar. 05. 2026