

ニュース
-

原材料価格の変動管理:7つの戦略で、サプライチェーン最適化を通じて顧客のコスト削減を支援
2026年に入り、金属類の原材料価格が世界規模で変動しており、多くの顧客が機械加工コストの抑制について当社に支援を求めています。当社はメーカーとして、コスト圧力を緩和するためのサプライチェーン最適化に注力してきました。当社の戦略…
Apr. 15. 2026 -

医療機器向けCNC加工のコンプライアンス要件アップグレード:「7本の剣」がISO 13485年次監査を完了
医療機器部品のサプライヤーとして、コンプライアンスは我々の最優先事項です。今月初め、当社の医療機器品質管理システムに対するISO 13485年次監査を無事に完了しました。すべてのプロジェクトが合格し、監査員からは当社のt...
Apr. 13. 2026 -

鋼鉄製CNC部品がサプライチェーンの機会を捉える
世界の製造業が着実に回復する中、各国は産業チェーンの自律化、技術革新、およびハイエンド設備の現地化を促進する取り組みを継続的に強化しています。特に…
Apr. 01. 2026 -

新エネルギー車の軽量化トレンドに伴うアルミニウム合金CNC加工需要の高まり
長年にわたりCNC加工業界で働いてきた経験から、新エネルギー車(NEV)における軽量化需要の増加は顕著なトレンドであると実感しています。2026年4月現在、当社の総生産量に占めるアルミニウム合金CNC加工の割合は42%に達しています…
Apr. 09. 2026 -
2026年第2四半期における世界の航空宇宙分野向けCNC加工需要の急増:7 Swords社、キャパシティギャップ解消のため5軸マシンを2台追加
CNC加工経験20年以上のサプライヤーとして、最近業界動向に顕著な変化が見られることに気づきました。2026年第2四半期に入り、高精度・複雑形状の航空宇宙部品向け受注が前年同期比47%増と大幅に増加しています…
Apr. 07. 2026 -

高精度40Cr製CNC加工スプラインシャフト
グローバルな製造業が急速に回復し、スマート化が進む中で、高性能CNC加工部品への注目が高まっています。最近では、グローバルサプライチェーンの再編やデジタル経済の加速に伴い…
Mar. 28. 2026 -
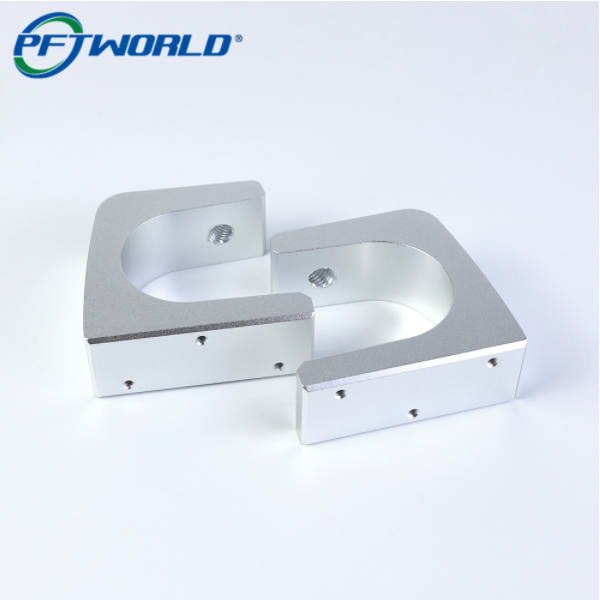
高精度アルミニウム部品が業界動向をリード
高精度アルミニウム部品のカスタマイズがさらに高度化し、産業製造分野における新たなトレンドを牽引しています。グローバルな製造業がより高精度・小ロット・短納期へとシフトする中、アルミニウム製CNC加工部品は…
Mar. 27. 2026 -

高精度CNC鋼製部品がサプライチェーンを強化
グローバルな製造業におけるスマート化・高精度化の加速に伴い、高精度金属部品への需要が継続的に増加しています。最近、CNC加工分野における新たなステンレス鋼製部品が、i...において大きな注目を集めています。
Mar. 22. 2026 -
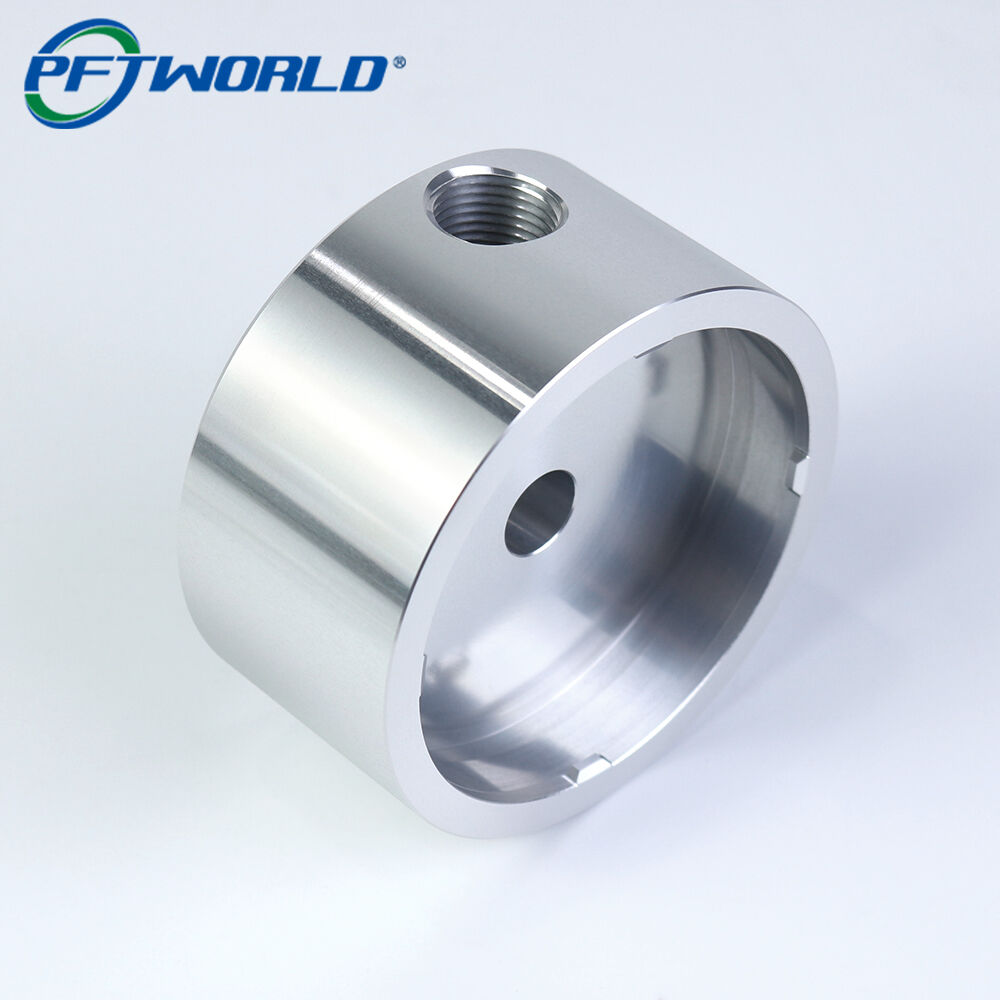
安定性と高精度を実現するCNCアルミニウム加工
グローバルな製造構造の継続的な調整に伴い、高精度CNC加工分野では新たな需要の爆発が起きています。最近、欧州諸国などで推進されている「産業の国内回帰(industrial return)」政策を背景に...
Mar. 19. 2026 -

黒色プラスチック製バッテリーボックスでグリーンエネルギーを実現
世界の新エネルギー産業が急速に発展する中、高性能なバッテリー管理・保護ソリューションが市場の注目を集めるようになっています。このほど、EV、BEV、PHEV、REEV、HEVなどの電動車両向けに特別に設計された黒色PC(ポリカーボネート)製バッテリーボックスが登場しました…
Mar. 16. 2026 -

高精度CNC加工が産業サプライチェーンを牽引
最近、世界の製造業は、原材料価格の変動からサプライチェーンの混乱に至るまで、前例のない課題に直面しています。あらゆる業界が、効率的かつ柔軟な生産ソリューションを求めています。こうした背景のもと…
Mar. 15. 2026 -

CNCアルミニウム部品がエネルギー機器のアップグレードを促進
世界経済がパンデミックの影響から着実に回復する中、製造業およびエネルギー機器分野は新たな成長波を迎えています。最近、各国政府が相次いで、設備のアップグレードを支援する政策を発表しました…
Mar. 05. 2026